
コンテンツ
- TL; DR(長すぎる;読まなかった)
- チューブ製造プロセスでの溶接生産とシームレス生産
- 溶接およびシームレス鋼管の段階的なエンジニアリングプロセス
- インゴット、ブルーム、スラブ、ビレットの作成
- これらの材料をパイプに作り上げる
- 溶接およびシームレスパイプの開発
- さらなる処理と亜鉛めっき
- パイプ製造の歴史
- 鋼管の力
鉄、アルミニウム、炭素、マンガン、チタン、バナジウム、ジルコニウムなどの原材料から作られた鋼管は、加熱および配管システム、高速道路エンジニアリング、自動車製造、さらには医療用インプラント(心臓弁用)に至る用途のパイプ生産の中心です。
1800年代からの技術的なブレークスルーにまで遡る開発により、その構築方法はさまざまな目的でさまざまな設計に適合しています。
TL; DR(長すぎる;読まなかった)
スチールチューブは、溶接またはさまざまな目的のためのシームレスなプロセスを使用して構築できます。チューブ製造プロセスは、何世紀にもわたって実践されてきましたが、原材料から最終製品に至るまで、医薬品から製造に至るまでのさまざまなステップを通じて、アルミニウムからジルコニウムまでの材料を使用します。
チューブ製造プロセスでの溶接生産とシームレス生産
自動車製造からガス管までの鋼管は、合金(異なる化学元素から作られた金属)から溶接するか、溶解炉からシームレスに構築することができます。
溶接されたチューブは、加熱や冷却などの方法で押し付けられ、配管やガス輸送などのより重くて硬い用途に使用されますが、シームレスなチューブは、自転車や液体輸送などのより軽量で薄い目的のために、ストレッチングと中空化によって作成されます。
この製造方法は、鋼管のさまざまな設計に大きく役立ちます。直径と厚さを変更すると、ガス輸送パイプラインなどの大規模プロジェクトや皮下注射針などの精密機器の強度と柔軟性に違いが生じる可能性があります。
チューブの閉じた構造は、円形、正方形、どんな形状でも、液体の流れから腐食の防止まで、必要な用途に適しています。
溶接およびシームレス鋼管の段階的なエンジニアリングプロセス
鋼管の製造プロセス全体では、原鋼をインゴット、ブルーム、スラブ、およびビレット(すべて溶接可能な材料)に変換し、生産ラインでパイプラインを作成し、パイプを所望の製品に成形します。
•••Syed Hussain Atherインゴット、ブルーム、スラブ、ビレットの作成
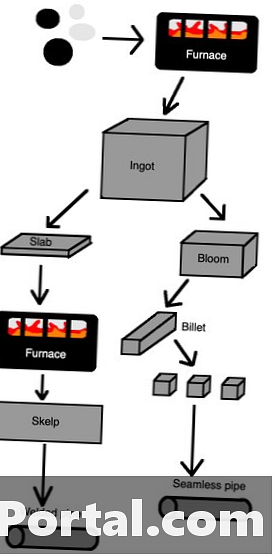
加熱された石炭からの炭素に富む物質である鉄鉱石とコークスは、炉で溶けて液体物質になり、酸素でブラストされて溶鋼を作ります。この材料は冷却されてインゴットになります。インゴットは、材料を保管および輸送するための大きな鋼鉄の鋳物であり、大量の圧力下でローラー間で成形されます。
いくつかのインゴットは、スチールローラーを通過し、それらを引き伸ばしてより薄く、より長いピースにし、ブルーム、スチールと鉄の中間体を作成します。また、スラブを形に切断する積み重ねられたローラーを介して、長方形の断面を持つ鋼片に圧延されます。
これらの材料をパイプに作り上げる
より多くの圧延装置が平らになります–コイニングとして知られるプロセス–ビレットにブルームします。これらは、円形または正方形の断面を持つ金属片で、さらに長くて薄いです。フライングシャーはビレットを正確な位置で切断するため、ビレットを積み重ねてシームレスパイプに形成できます。
スラブは、可鍛性になるまで華氏約2,200度(1,204度)に加熱され、その後、厚さ0.25マイル(0.4キロメートル)までの細い帯状の帯状の骨になります。その後、鋼は硫酸タンクに続いて冷水と温水を使用して洗浄され、製管工場に運ばれます。
溶接およびシームレスパイプの開発
溶接パイプの場合、巻き出し機がスケルプを巻き出し、ローラーに通してエッジをカールさせ、パイプ形状を作成します。溶接電極は、高圧ローラーで締め付ける前に電流を使用して端部をシールします。このプロセスでは、1分あたり1,100フィート(335.3 m)のパイプを迅速に生産できます。
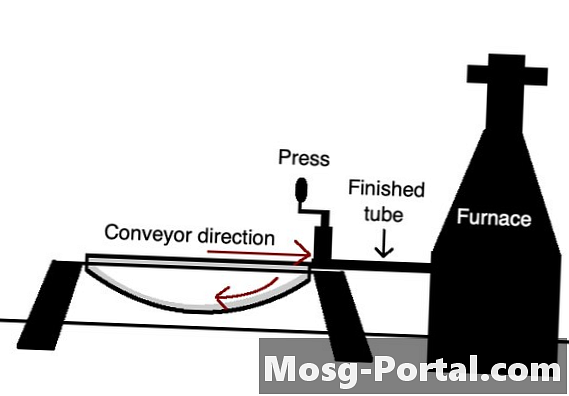
シームレスパイプの場合、正方形のビレットを加熱および高圧圧延するプロセスにより、中心に穴が開いて伸びます。圧延機がパイプに穴を開けて、希望の厚さと形状にします。
さらなる処理と亜鉛めっき
さらなる処理には、真っ直ぐにする、ねじを切る(パイプの端にきつい溝を切る)、または錆を防ぐために亜鉛または亜鉛メッキの保護オイルで覆う(またはパイプの目的に必要なもの)が含まれます。通常、亜鉛めっきには、塩水などの腐食性物質から金属を保護するための亜鉛コーティングの電気化学的プロセスおよび電着プロセスが含まれます。
このプロセスは、水と空気中の有害な酸化剤を阻止する働きをします。亜鉛は酸素のアノードとして機能し、酸化亜鉛を形成します。酸化亜鉛は水と反応して水酸化亜鉛を形成します。これらの水酸化亜鉛分子は、二酸化炭素にさらされると炭酸亜鉛を形成します。最後に、炭酸亜鉛の薄い、浸透できない不溶性層が亜鉛にくっついて金属を保護します。
溶融亜鉛メッキが卑金属の強度を低下させるように、より薄い形の電気亜鉛めっきは、一般に防錆塗料を必要とする自動車部品に使用されます。ステンレス鋼は、ステンレス部品が炭素鋼に亜鉛メッキされるときに作成されます。
パイプ製造の歴史
•••Syed Hussain Ather1815年に石炭ガスを輸送するためのマスケット銃のバレルから作られた石炭燃焼ランプシステムの発明者であるスコットランドのエンジニアWilliam Murdocksが溶接鋼管にさかのぼりますが、1880年代後半までガソリンと石油を輸送するためにシームレスパイプは導入されませんでした。
19世紀に、エンジニアはジェームズラッセルズ工法を含むパイプ製造の革新を生み出し、1824年に可鍛性になるまで加熱された平らな鉄のストリップをドロップハンマーで折り曲げて接合しました。
翌年のエンジニアであるコメニウス・ホワイトハウスは、パイプにカールして端で溶接された薄い鉄板を加熱することを含む突合せ溶接のより良い方法を作成しました。ホワイトハウスは、円錐形の開口部を使用して、エッジをパイプ形状にカールしてから、パイプに溶接しました。
この技術は自動車製造業にも普及し、熱成形チューブエルボなどのブレークスルーにより、曲がったチューブ製品をより効果的に製造したり、一定の流れで連続チューブ成形するなど、石油およびガスの輸送にも使用されます。
1886年、ドイツのエンジニアラインハルトとマックスマンネスマンは、レムシャイトにある父親のファイル工場で、さまざまな部品からシームレスチューブを作成する最初の圧延プロセスの特許を取得しました。 1890年代、デュオはピルガー圧延プロセスを発明しました。これは、耐久性を高めるために鋼管の直径と壁の厚さを減らす方法で、他の技術により、鋼管の分野に革命をもたらす「マンネスマンプロセス」を形成します。エンジニアリング。
1960年代のコンピューター数値制御(CNC)テクノロジーにより、エンジニアは高周波誘導補修機を使用して、コンピューター設計のマップを使用してより複雑な設計、よりきつい曲げ、より薄い壁を使用してより正確な結果を得ることができました。コンピュータ支援設計ソフトウェアは、さらに高い精度で分野を支配し続けます。
鋼管の力
スチールパイプラインは一般に、天然ガスや汚染物質による亀裂や、メタンや水素の透過性が低い衝撃に対する優れた耐性を備えて、数百年続くことがあります。ポリウレタンフォーム(PU)で断熱することで、熱エネルギーを節約しながらも丈夫です。
品質管理戦略では、X線を使用してパイプのサイズを測定し、観測された差異または差異に応じて調整するなどの方法を使用できます。これにより、高温または湿潤環境でもパイプラインがアプリケーションに適していることが保証されます。